The chemical, pharmaceutical, and cosmetic industries use peat and organic compounds at various stages of production. When peat appears in the form of fine dust, it can pose an explosion hazard if not properly managed. In this case study, the goal is to vacuum fine peat dust spread across three production levels in a pharmaceutical company, ensuring continuous and effective suction that prevents contamination of work areas and allows the production cycle to continue without interruptions.
In a pharmaceutical company, during the production of activated carbon, extremely fine and volatile peat dust is generated, which tends to accumulate quickly in the work environment. In addition to posing a potential explosion risk, these residues must be removed as quickly as possible and under completely safe conditions to ensure the protection of workers, equipment, and production processes.
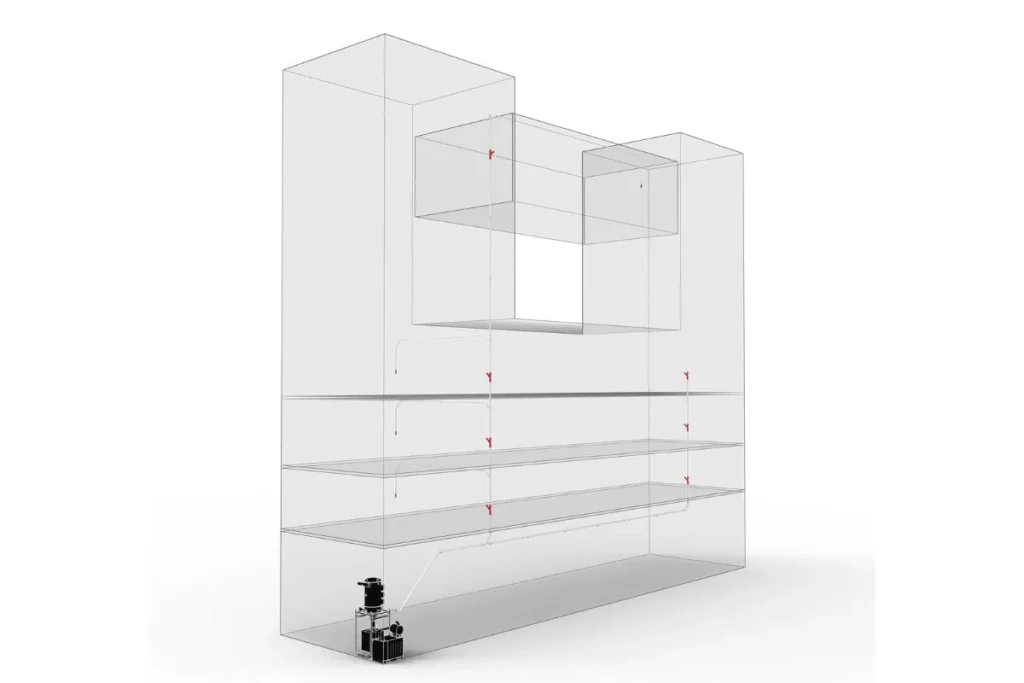
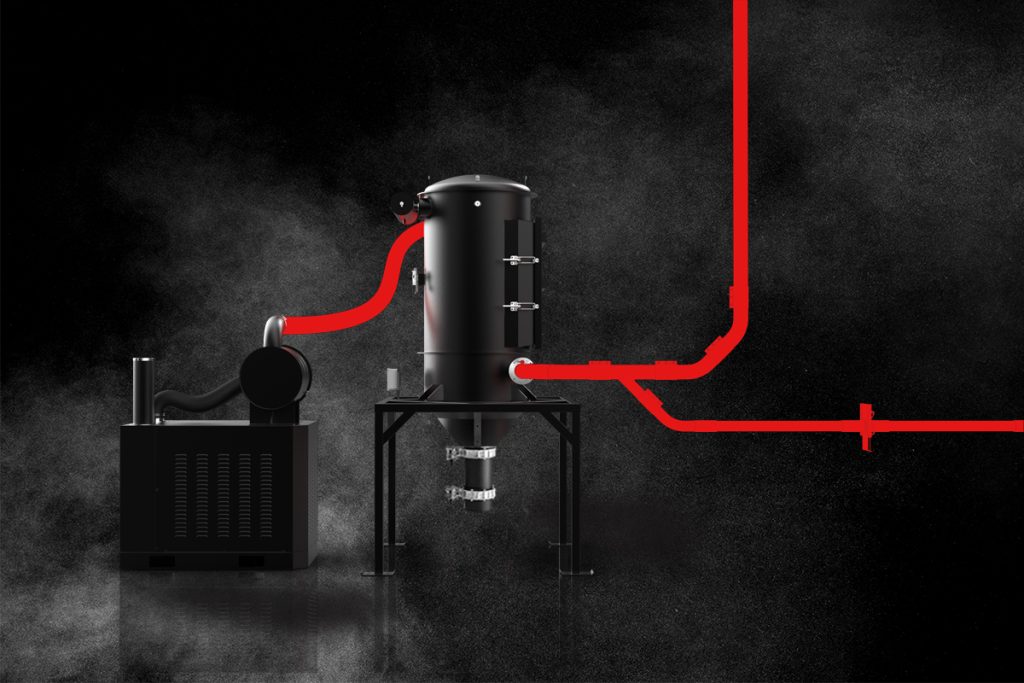
Depureco designed a custom vacuum system equipped with 12 suction inlets, aluminum piping, and a pre-filter separator. This system makes it possible to collect and dispose of large quantities of fine and volatile peat dust, and ensures:
Simultaneous suction at multiple points located on different floors of the facility
A wide suction range to cover the entire building
Efficient collection: the vacuumed dust is directed into a Big Bag to simplify disposal
THE PLANT
The system was built with steel piping distributed across all levels of the facility. The 12 suction points are strategically positioned according to the operators’ needs:
1 suction point on the ground floor, near the pre-separator
3 suction points on the first floor
3 suction points on the second floor
3 suction points on the third floor
2 suction points on the elevated catwalk at a height of 115 feet
The farthest suction point is located approximately 246 feet from the vacuum unit.
Safe Extraction of Fine Peat Dust
Peat is a carbon-rich, highly combustible organic material. During processing, handling, and transport, it generates fine dust that, if dispersed in the environment, can create potentially explosive atmospheres. The work environment is therefore considered hazardous due to the presence of combustible dust. The vacuum system must be safe, efficient, and specifically designed to collect combustible dust, while being perfectly adapted to the complexity of the production environment.
suction points
Each suction point is equipped with electro-pneumatic valves that:
automatically start the system when the suction point is opened;
automatically stop the system approximately 20 seconds after it is closed.
The system is designed to allow simultaneous use by 2 operators.
vacuuming of peat and organic compund
vacuuming and filtering unit
The vacuum unit is a CVS 150 designed to collect combustible dust, equipped with a powerful side channel turbine housed in a steel structure.
Power: 23.2 HP
Continuous vacuum: 130 inH₂O
Maximum airflow: 660 CFM
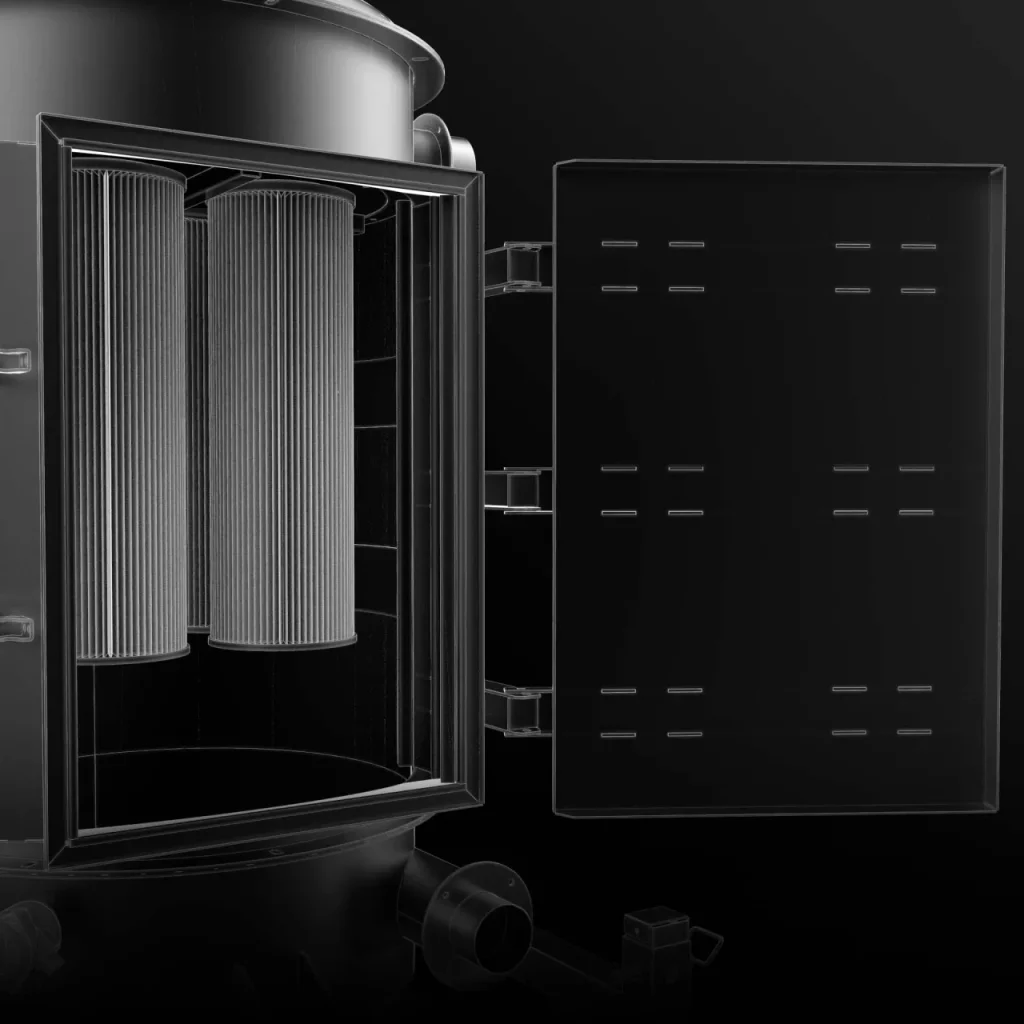
The CVS features a PLC electrical control panel that allows the vacuum system to be activated remotely. The dust is collected in a pre-filter separator, the DV AIR 800 designed to collect combustible dust, which is equipped with four M-class filter cartridges and an SP automatic filter cleaning system.
Dust discharge is directed into large Big Bags and is managed independently via the control panel.
highlights
integrated security systems
The vacuum system is equipped with several safety devices that ensure operational continuity and maintain a safe production environment.
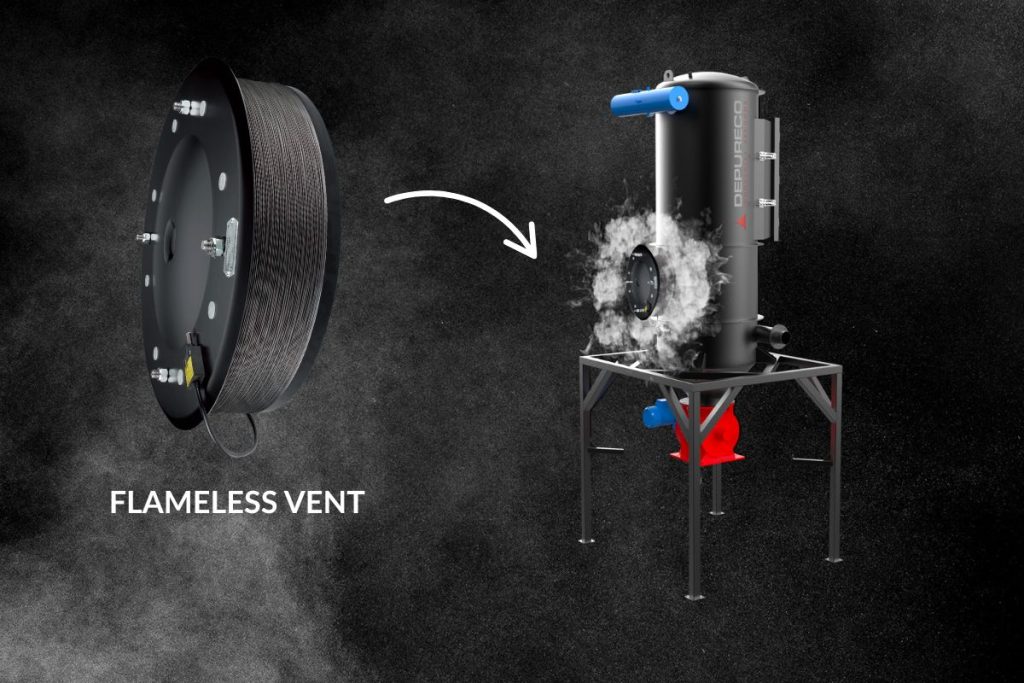
explosion relief vent
A certified pressure relief vent, integrated into the system, allows for rapid depressurization in the event of a peat dust explosion, preventing structural collapse.
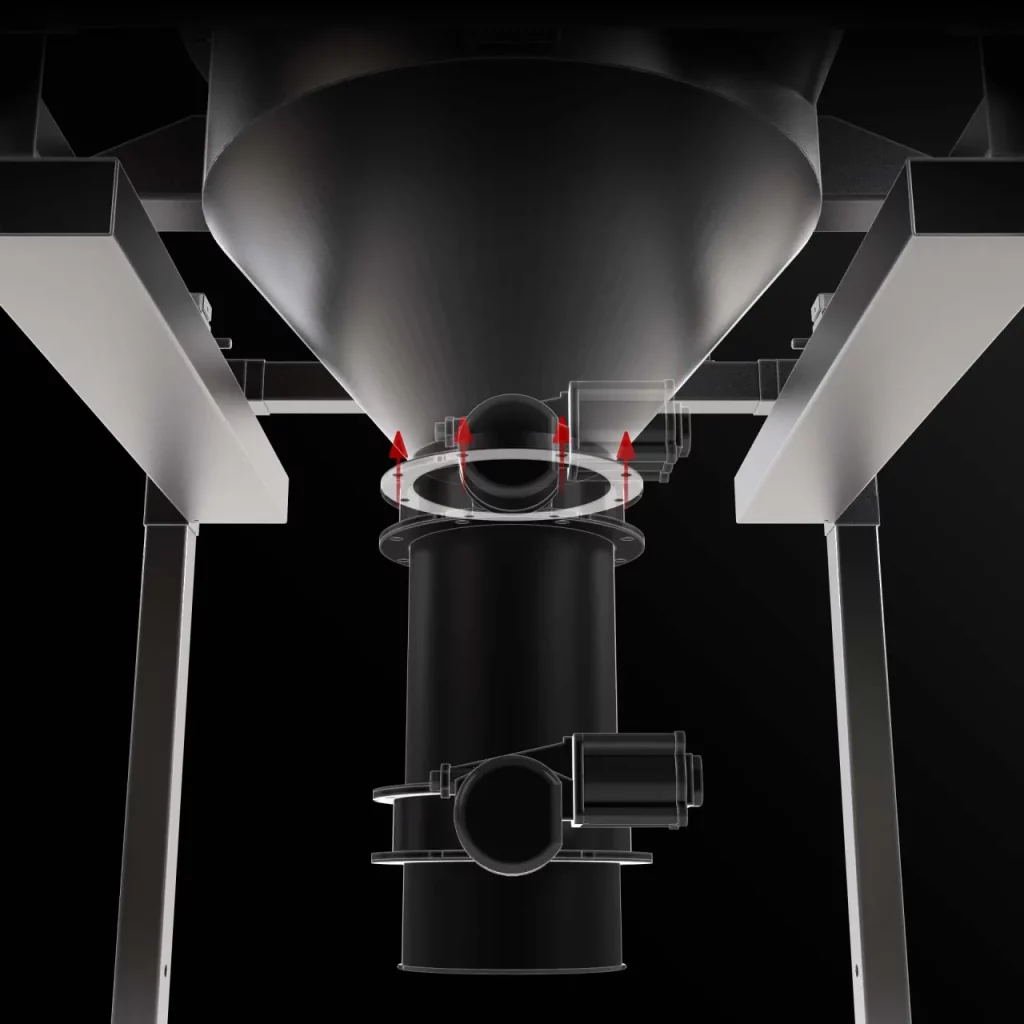
compartimentalization valve
An isolation valve integrated into the piping, designed to collect combustible dust, prevents the backflow of vacuumed peat dust and stops the propagation of explosions through the system.
If you’d like to learn more about our centralized vacuum systems or need a custom solution to meet your industrial vacuum needs, don’t hesitate to contact us for a free on-site consultation!