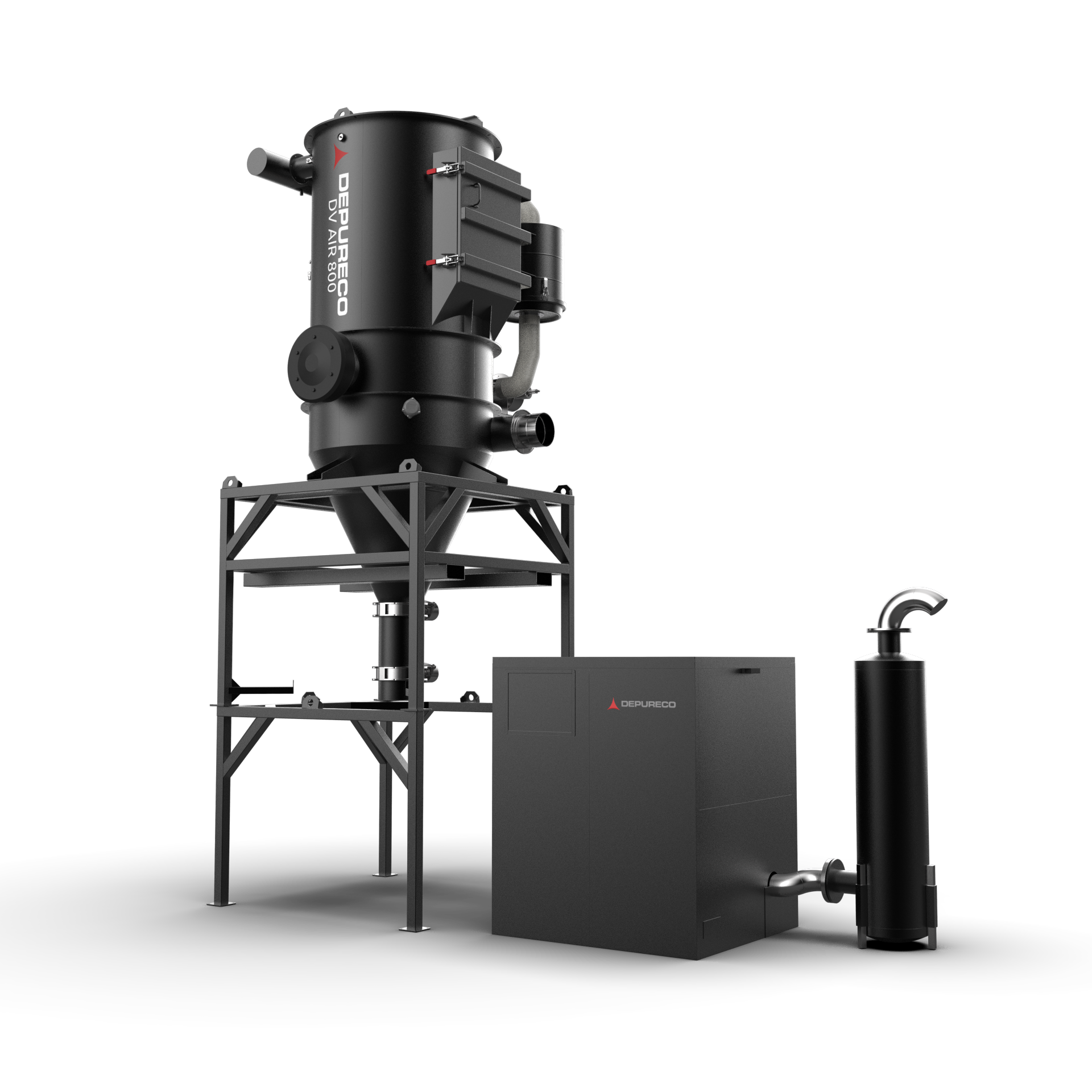
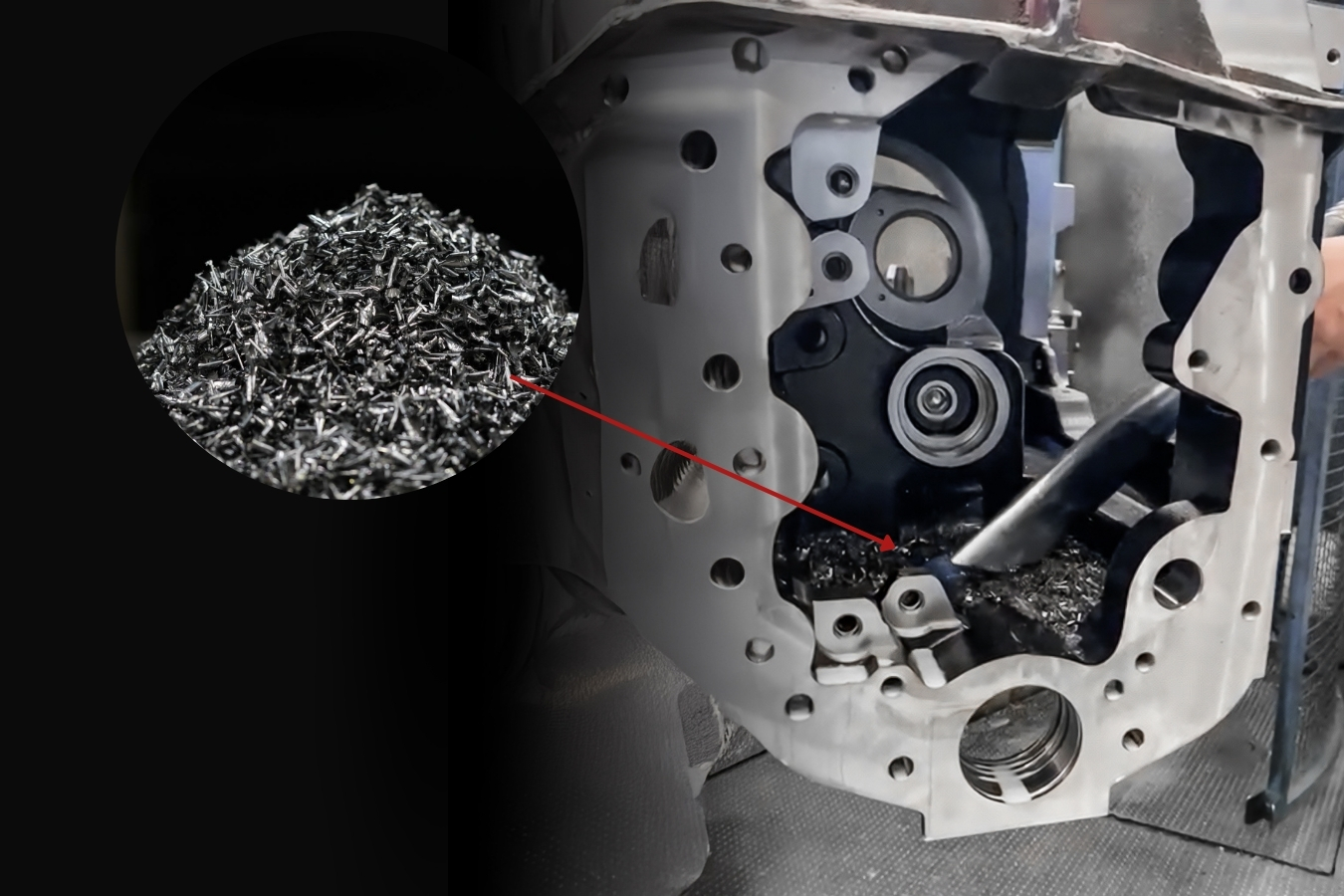
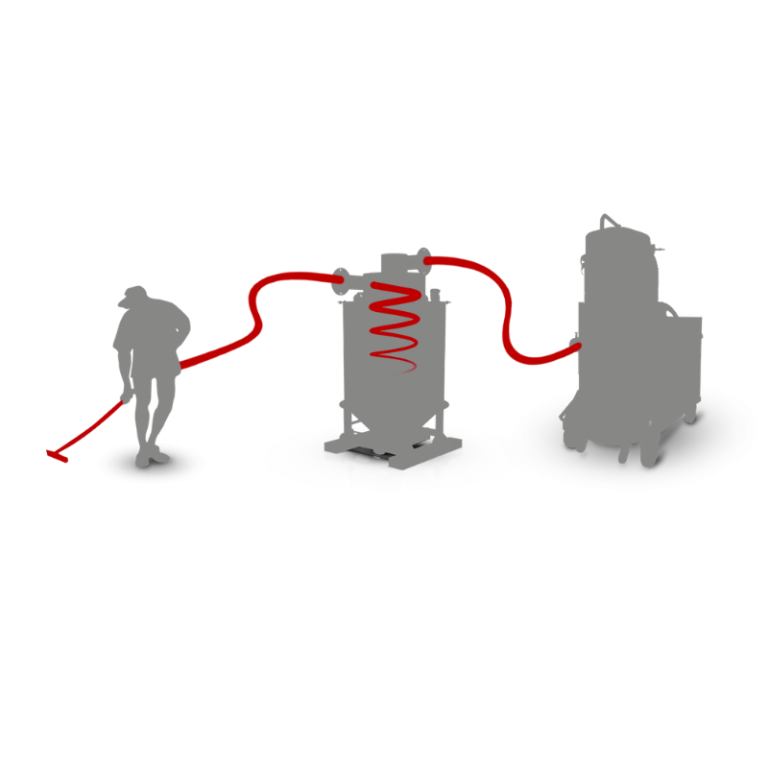
Automatic discharge systems are an essential component of industrial Central Vacuum Systems (CVS) equipped with cyclones, filter cyclones, and hoppers for high-volume material collection. These systems allow collected material to be continuously and safely discharged without interrupting vacuum performance or system operation.
Read more
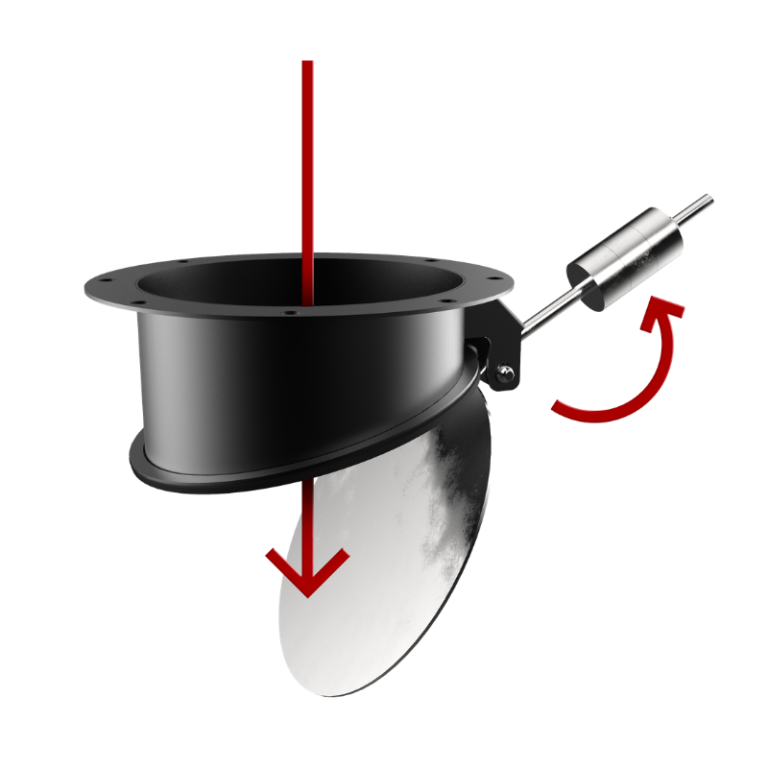
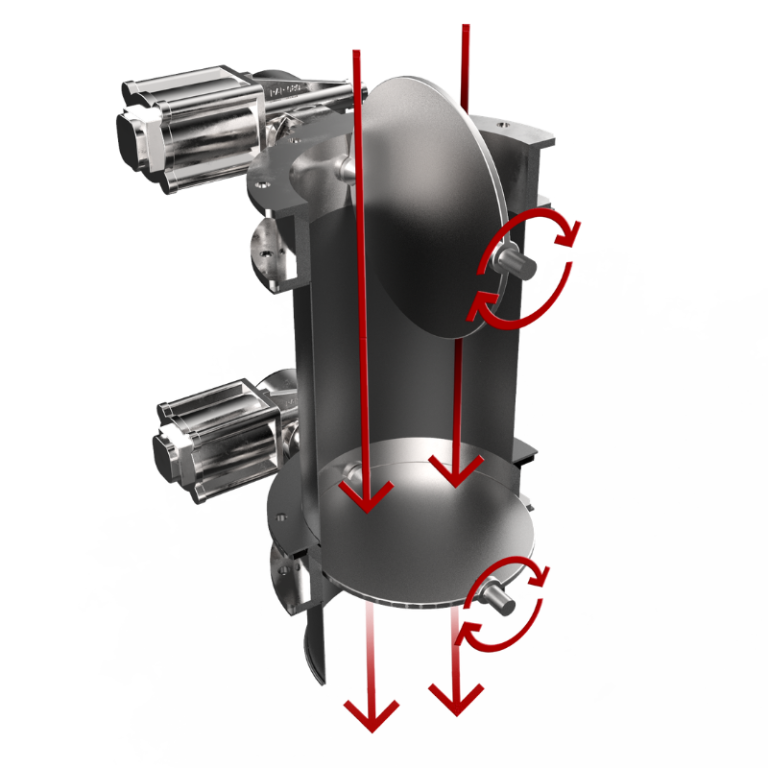
Installed at the outlet of cyclones, interceptors, filter cyclones, or collection hoppers, automatic discharge devices ensure airtight material removal while maintaining constant vacuum levels. This prevents material buildup, avoids system overload, and supports stable airflow throughout the centralized vacuum network.
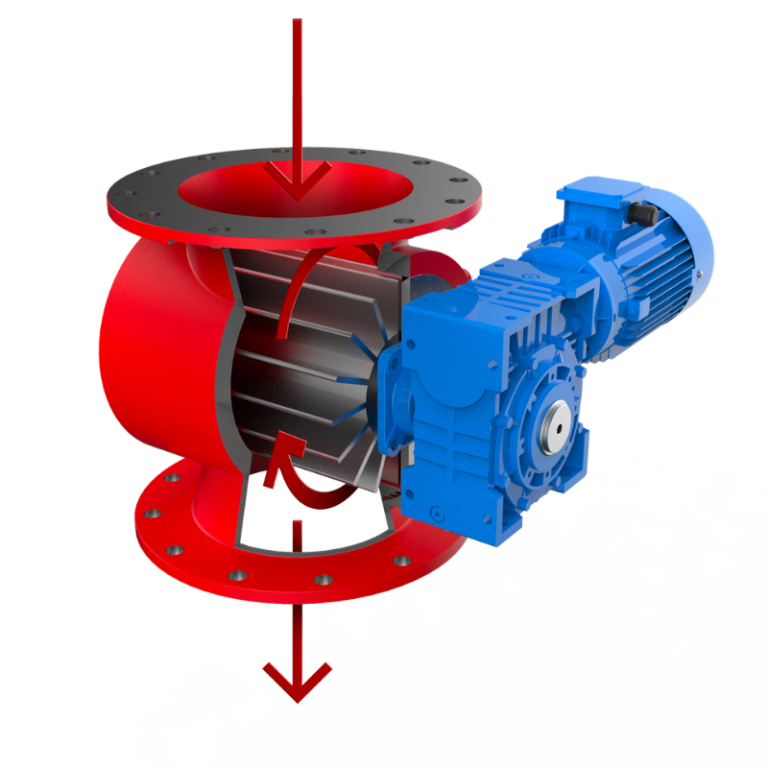
Automatic discharge solutions such as rotary valves, double flap valves, screw dischargers, and motorized rotary feeders are designed to handle fine dust, bulk solids, and heavy material. Their controlled discharge enables easy material disposal or direct recycling, minimizing manual handling and operator exposure.
Integrated into a Central Vacuum System, automatic discharge systems improve process continuity, safety, and housekeeping efficiency, making them ideal for applications requiring continuous operation, large material volumes, and automated material management across industrial environments.























































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}