In depowdering, the vacuum is part of the process, not an afterthought. It has to recover loose powder efficiently, help keep the station clean, and support a safer post-processing workflow without slowing operators down.
Depureco vacuum systems are built for additive manufacturing teams that need cleaner powder recovery, better contamination control, and a solution matched to the material being handled, from non-reactive powders to conductive and reactive metal dust.
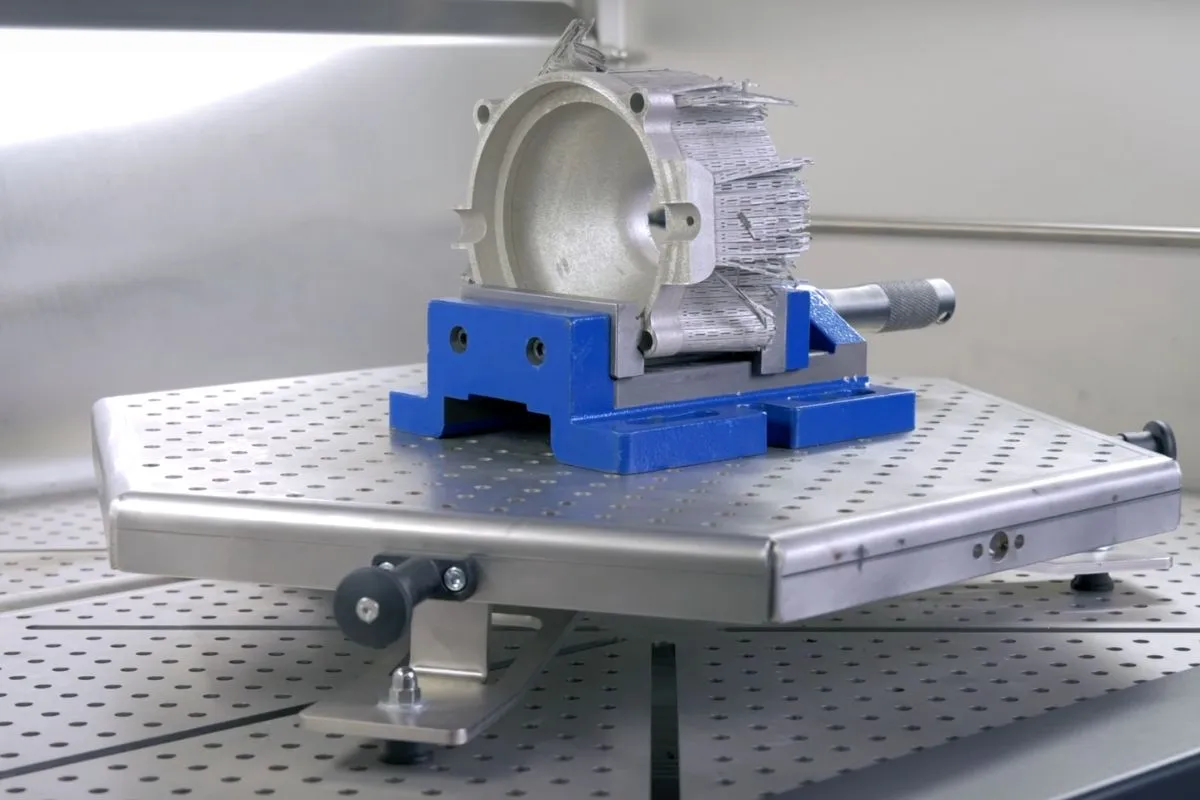
Depowdering stations are designed to remove residual powder from printed parts inside a sealed workspace, where operators can clean components while limiting airborne spread and direct exposure. That controlled environment matters because powder that escapes the process becomes a cleanup problem, a contamination risk, and in some applications, a safety issue.
The vacuum system supports that workflow by continuously recovering powder during post-processing and helping the station stay cleaner between cycles. For teams focused on repeatability, that control is just as important as recovery volume.

A depowdering station performs better when powder recovery is built into the system from the start. A properly matched industrial vacuum helps maintain a cleaner enclosure, supports continuous extraction during cleaning, and makes maintenance more manageable for the people running the equipment every day.
This is not just about suction. It is about choosing a vacuum system that fits the station, handles the powder correctly, and supports a post-processing workflow that is easier to control over time.
Not every additive manufacturing powder creates the same recovery challenge. Some materials can be handled with a robust industrial vacuum built for continuous fine-powder extraction. Others require a higher-control approach because of conductivity, reactivity, or combustion risk.
That is why powder type has to drive the vacuum decision. The right fit improves recovery, supports safer handling, and helps the depowdering process stay cleaner and more dependable from run to run.

Reactive powders demand a more deliberate recovery method.
Materials such as aluminum, titanium, magnesium, and reactive metal alloys can introduce higher risk during post-processing, especially when fine powder is being disturbed inside an enclosed station.
For these applications, AM teams need more than general powder collection. They need a vacuum solution designed around the material risk, the station layout, and the recovery method required to support safer handling of conductive or reactive metal dust.
Non-reactive powders still create real production problems when recovery is inconsistent.
Stainless steel, cobalt-chrome, copper, polymers, and resins can leave residual powder in the station, on the part, or in surrounding work areas if the vacuum system is not matched to the application.
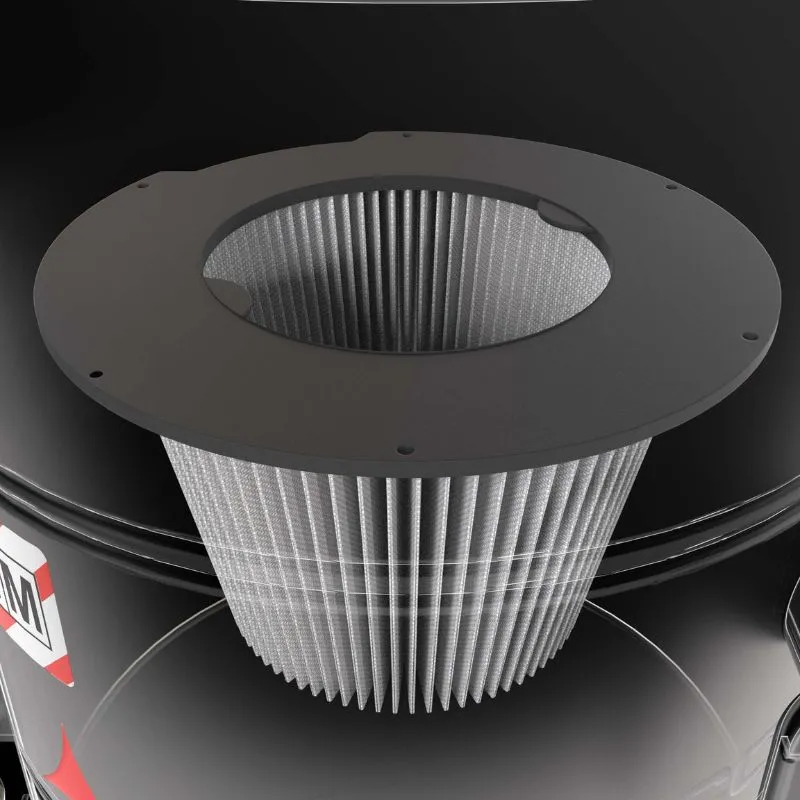
A properly selected industrial vacuum helps improve powder capture, reduce cleanup time, and support a more controlled post-processing routine.
For many AM operations, that means better housekeeping, less material loss, and a cleaner path between finished parts.

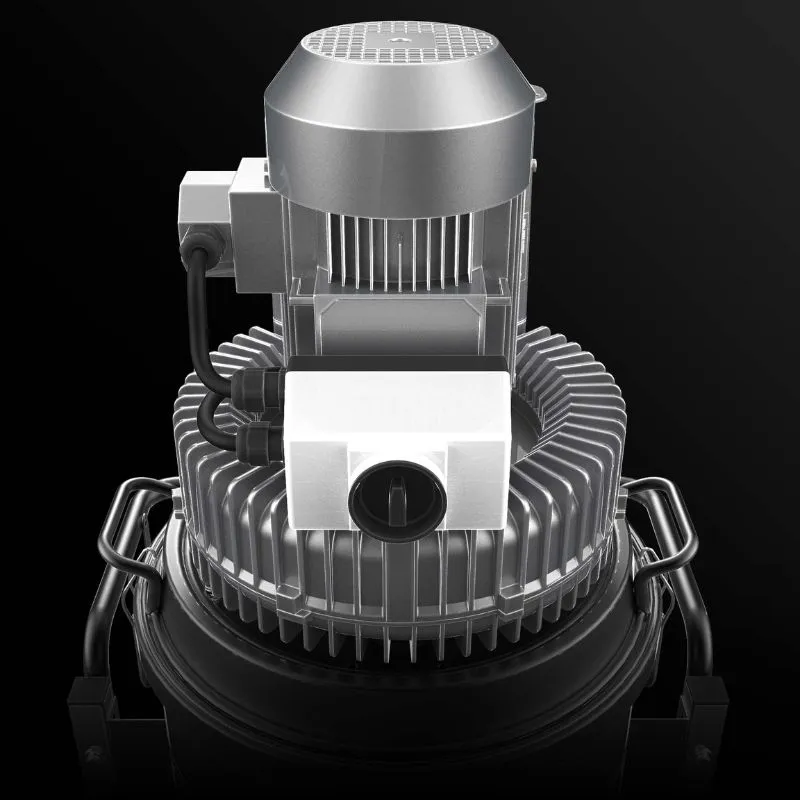
The M100 Additive Manufacturing version is specifically crafted to remove conductive metal dust. This vacuum cleaner features a powerfull single-phase brushless motor, delivering exceptional performance and maximum safety.
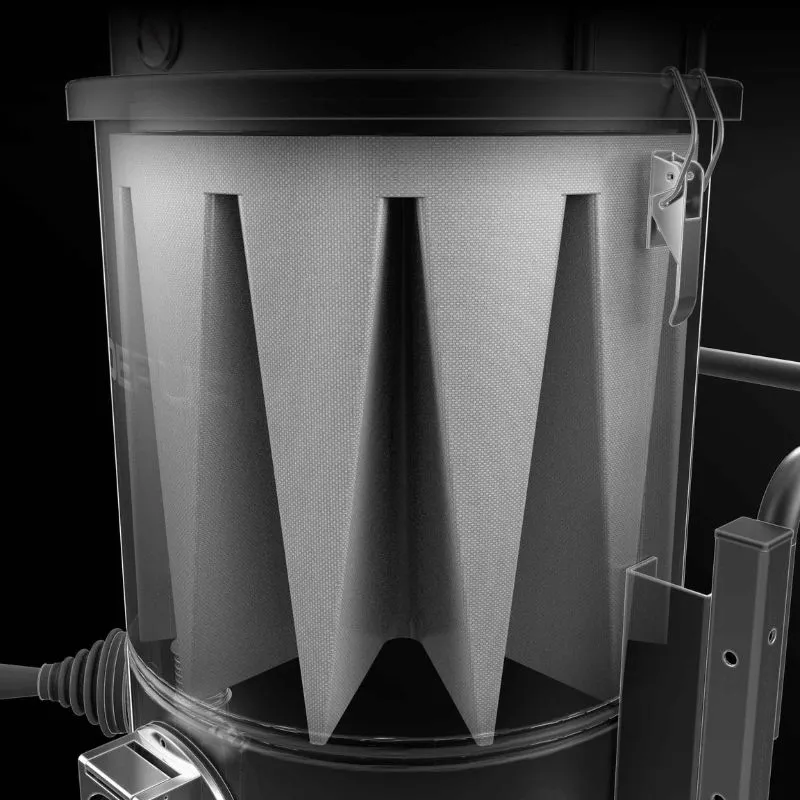
To collect dangerous particles, this product incorporates an advanced explosion-proof system: the vacuumed conductive metal powder is directly immersed in a bath of inert liquid within the container.

Depowdering stations need a vacuum system that works as part of the enclosure, not beside it. The goal is to recover residual powder reliably, keep the work area under control, and give operators a cleaner, more consistent post-processing cycle.
For AM companies, the pain points are usually clear: powder escapes the intended recovery path, cleanup takes too long, cross-contamination becomes a concern, or valuable material is lost during handling. A properly integrated industrial vacuum helps solve those problems at the station level.
Tell us what powder you are handling, how the depowdering station is configured, and whether the application involves reactive metal powders or non-reactive materials. We can help narrow the right vacuum solution for your post-processing workflow.
The right system should do more than collect powder. It should support cleaner recovery, better process control, and a station your team can rely on every day.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}